Aerospace-Grade Carbon Fiber Laminate Fabrication
Producing structural composite laminates that meet aerospace standards requires precision at two stages: layup and cure. Both were executed here to fabricate substrate panels representative of industry-grade parts, built from the same material systems used in structural aerospace applications.
Layup
Toray T700 unidirectional carbon fiber was selected as the reinforcement, paired with an Epon 862 / Epikure W epoxy system. This combination is well-established in structural aerospace fabrication and served as the basis for two panel configurations: a 12-ply unidirectional laminate and a 24-ply quasi-isotropic laminate with a (0/45/−45/90)3s stacking sequence.
The tool was cleaned with acetone and treated with Fiberglast FibRelease 1153 mold release prior to lamination. Resin was mixed at the manufacturer-specified stoichiometric ratio. Dry fiber plies were pre-cut and staged in the correct stacking sequence before any resin was applied.
Each ply was wetted individually, with enough resin to allow the next layer to tack down without introducing dry spots or resin-starved regions. Consistent fiber wet-out and ply registration throughout the stack are critical to laminate quality, and both were maintained across all panels fabricated (Figure 1).
Cure
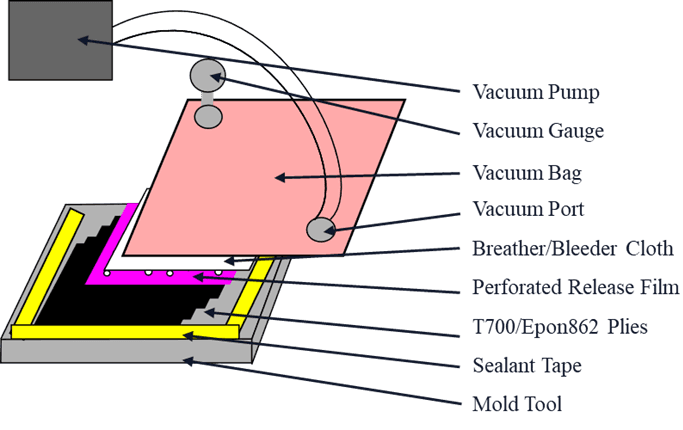
Once the full stack was assembled, the laminate was sealed under vacuum using a P3 high-temperature FEP release film, a polyester breather and bleeder layer, and a nylon vacuum bag secured to the tool with sealant tape. Vacuum consolidation removes entrapped air and excess resin before and during cure, directly affecting void content and interlaminar quality in the finished part.
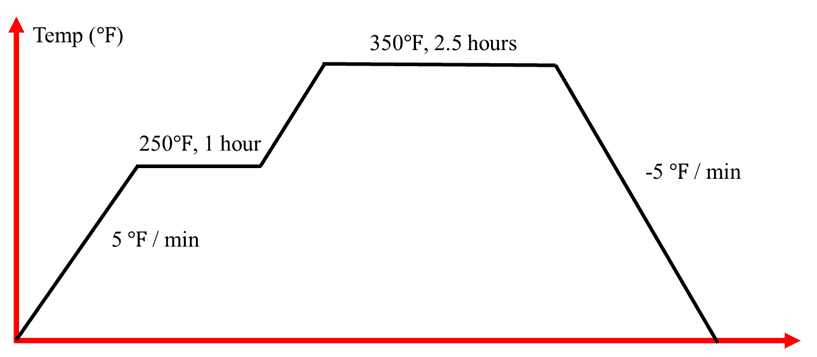
The bagged laminates were oven-cured following the Epon 862 / Epikure W manufacturer cure schedule (Figure 2). Controlled ramp rates and dwell times are not optional at this level of work. Deviating from the specified cure schedule introduces residual stress, incomplete crosslinking, or both. The panels were held to the full schedule without deviation.
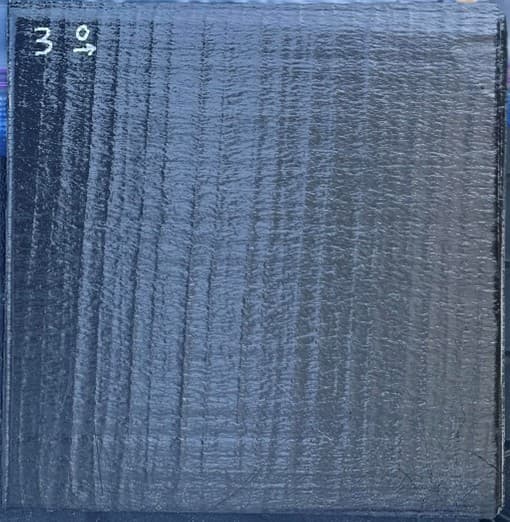
The resulting laminates were used as test substrates for mechanical characterization and repair trials. Figure 3 shows a representative 12-ply unidirectional panel produced using this process.